Mezcladora industrial para alimentos industria láctea
Mezclar y combinar los productos con precisión y uniformidad es esencial para muchas aplicaciones, ya que contribuye a la eficiencia de los procesos y a la calidad del producto final. Para obtener unos resultados óptimos, hace falta encontrar el equilibrio entre la potencia, el control y la flexibilidad. El uso del agitador de Alfa Laval con los propulsores EnSaFerm diseñados específicamente para el proceso de fermentación reduce el consumo de energía y la absorción del calor por parte del producto.
Equipo innovador destacado de Alfa Laval
Alfa Laval Mezclador de polvo híbrido
• Mezcla rápidamente ingredientes secos y húmedos, los convierte en una mezcla homogénea y bombea la solución combinada.
• Unidad de disolución de polvo en línea de doble fase rentable y patentada.
Alfa Laval Válvula horizontal Unique Mixproof
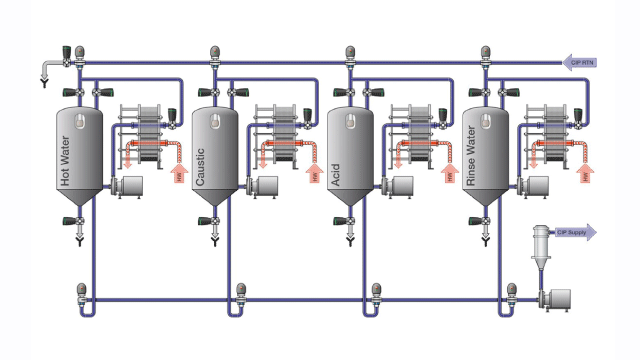
• Permite la limpieza de las conexiones de depósito horizontales durante la limpieza del depósito.
• Limpieza in situ (CIP) de la tubería del proceso a lo largo de la pared del depósito y protección del producto dentro del depósito contra la contaminación.
• Mejora la flexibilidad y la eficiencia de la planta durante el proceso y la limpieza in situ (CIP).
Alfa Laval Agitador de montaje superior ALT
• Cuando los estándares de higiene son de primordial importancia.
• Diseñado para cumplir con los estándares 3A y EHEDG
Alfa Laval LKH Prime
- Mayor eficiencia energética que resulta en un menor consumo energético y en una reducción de las emisiones de CO2.
- Versatilidad: si bien está diseñado para labores de limpieza CIP en las que haya presencia de aire obstruido, también sirve para bombear el producto, reduciendo la necesidad de una bomba adicional y de la inversión de capital.
- Basado en el diseño fiable de la familia de bombas LKH, conocidas por su calidad y fiabilidad.
Optimice sus procesos lácteos
Menores costes de operación
IMPORTANTE PRODUCTORA DE LÁCTEOS (CHINA). Uno de los mayores productores de leche de China instaló 47 agitadores nuevos de Alfa Laval en los depósitos de leche cruda y leche pasteurizada, y en los depósitos de procesamiento y almacenamiento de nata de toda la planta, cuya capacidad variaba de 5.000 a 100.000 litros.
De esta forma, aumentó la eficiencia energética de las aplicaciones de lácteos, mejoró la calidad de los productos y se redujeron los costes operativos, al mismo tiempo que se obtenía una completa recuperación de la inversión en el transcurso de tres años.