Tratamiento de aguas residuales industriales
Avanzar hacia modelos de negocio más circulares es esencial para poder operar de forma más sostenible. Dado que los procesos industriales utilizan cantidades significativas de agua, ser más circular significa comprender cómo se puede tratar esta agua para ahorrarla y reutilizarla. A continuación, invertir en métodos que le permitan reutilizar, reciclar o vender los subproductos residuales de este tratamiento del agua puede suponer un ahorro de costes y/o una fuente de ingresos adicional.

Alfa Laval ayuda a convertir los residuos en valor
- Recuperar recursos valiosos del proceso principal
- Minimizar el consumo de agua reutilizando las aguas residuales tratadas
- Minimizar los residuos para su eliminación
- Producción rentable
- Reducir la huella medioambiental
Tratar eficazmente las aguas residuales industriales suele ser una obligación legal y necesario para conservar su licencia de actividad. Sin embargo, el proceso en sí puede mejorar los márgenes de beneficio si se hace de la forma correcta. Aplicando un proceso de separación exhaustivo y reutilizando el agua, no sólo reducirá los costes operativos, sino que también es posible recuperar materiales valiosos de los residuos que de otro modo se habrían perdido. Alfa Laval dispone de la gama, los conocimientos y la experiencia necesarios para poder ofrecerle la solución adecuada a sus requisitos específicos.
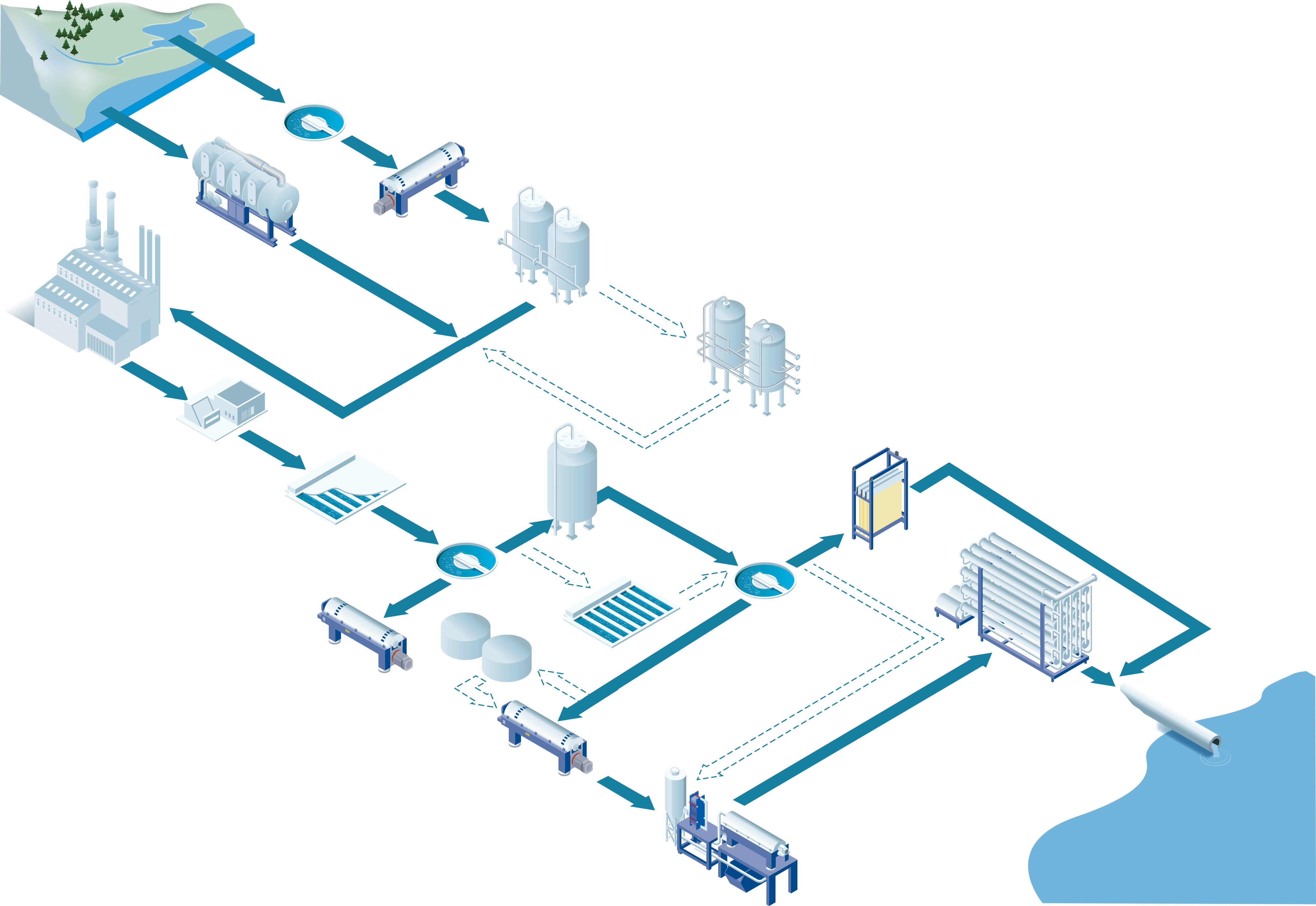
Soluciones avanzadas de separación, agua dulce y evaporación que cubren todo el proceso de tratamiento de aguas y residuos
Alfa Laval ofrece una gama de productos dedicados al tratamiento de aguas y residuos industriales, desde generadores de agua dulce, pasando por decanters centrífugos de alto rendimiento, hasta la mejor solución de su clase para el Vertido Cero de líquidos (Zero Liquid Discharge).

Visión general del proceso
Productos destacados
Decantadores centrífugos
Las decanters centrífugos Alfa Laval están diseñados para rendir a niveles óptimos incluso en las aplicaciones industriales más exigentes. Ofrecen una eficiencia, un rendimiento y una fiabilidad excepcionales, a la vez que le ayudan a alcanzar sus objetivos de sostenibilidad. Las soluciones disponibles cubren una amplia gama de capacidades y son fáciles de instalar, utilizar y mantener, lo que ayuda a reducir los costes operativos.
Sistemas de vertido cero de líquidos
Un decanter Alfa Laval puede complementarse con uno de nuestros acreditados evaporadores de placas para alcanzar una recuperación de agua superior, apta para su reutilización. Cada sistema puede adaptarse a las necesidades y capacidades específicas de separación. Con nuestras robustas tecnologías maximizará la reutilización del agua y minimizará el consumo de energía convirtiendo los residuos en valor.
Catálogo de equipos online para aguas residuales industriales
Alfa Laval ofrece continuamente soluciones y productos que ayudan a sus clientes a alcanzar sus objetivos corporativos y medioambientales, mejorando la sostenibilidad mediante la reutilización del agua, la valorización de los residuos y la reducción del consumo de energía y los costes de gestion de los residuos.
¿Tiene curiosidad por saber cómo funcionan nuestros decanters centrífugos??
Las decanters centrífugos Alfa Laval le ayudan con la separación sólido-líquido dentro de un único proceso continuo. Vea el vídeo para conocer los principios de funcionamiento de las centrifugadoras decantadoras.
Resumen de aplicaciones
Pulpa y papel
La producción de pulpa y papel requiere grandes cantidades de agua para prácticamente todos los procesos implicados. Incluso con algo de reciclaje, el procesamiento de la pulpa y la fabricación de papel siguen necesitando grandes cantidades de agua dulce. Alfa Laval proporciona tanto los equipos de proceso como el know-how para ayudarle a minimizar el consumo de agua y optimizar la economía de su tratamiento de aguas residuales.
Acero
Los decanters centrífugos se utilizan ampliamente para tratar el polvo procedente de altos hornos, hornos básicos de oxígeno, plantas de sinterización y otras operaciones con metal fundido. La eliminación del agua de los lodos de lavado húmedos y la recuperación y reciclaje de los sólidos resultantes le permiten generar importantes flujos de ingresos adicionales. Los decanters centrífugos Alfa Laval también se utilizan ampliamente para deshidratar los lodos resultantes de las operaciones de tratamiento de aguas residuales antes de su eliminación, de modo que el agua pueda reutilizarse para otros procesos dentro de la planta.
Power
La combustión de carbón en las instalaciones de generación de energía produce SO2 que se emite a la atmósfera. Las centrales eléctricas utilizan ampliamente la desulfuración de gases de combustión (FGD) para eliminar el SO2 de los gases de combustión. La depuración húmeda mediante piedra caliza, la tecnología más común utilizada en los sistemas FGD, genera yeso como subproducto, así como aguas residuales que deben ser tratadas antes de su reutilización o eliminación. Los decanters centrífugos Alfa Laval son una solución probada para la deshidratación de lodos de yeso y aguas residuales.
Productos Químicos
La producción de productos químicos genera una cantidad importante de aguas residuales que proceden principalmente de los vertidos acuosos de los procesos de fabricación. También se generan vertidos procedentes del lavado y limpieza de equipos y talleres de producción y de la recogida de aguas pluviales de zonas contaminadas. Estas aguas residuales contienen contaminantes que deben ser tratados antes de ser vertidas al medio ambiente o recicladas y reutilizadas en el proceso. Los decanters centrífugos Alfa Laval proporcionan soluciones rentables en la deshidratación de lodos generados en las operaciones de tratamiento de aguas residuales.
Petróleo y Gas
La industria del petróleo y el gas genera una cantidad significativa de aguas residuales procedentes de actividades anteriores y posteriores que deben ser gestionadas. El agua producida es el mayor flujo de residuos generado. El agua producida y otros flujos residuales están contaminados con contaminantes orgánicos e inorgánicos que necesitan ser tratados antes de que puedan ser reutilizados, reciclados o liberados al medio ambiente. Los decanters centrífugos Alfa Laval ofrecen una solución rentable para la recuperación de petróleo de flujos residuales como el aceite residual y la deshidratación de lodos generados en operaciones de tratamiento de aguas residuales.
¿Tienes alguna pregunta?
Si desea más información sobre nuestras soluciones para el tratamiento de aguas y residuos, rellene el formulario y uno de nuestros expertos se pondrá en contacto con usted en breve.



